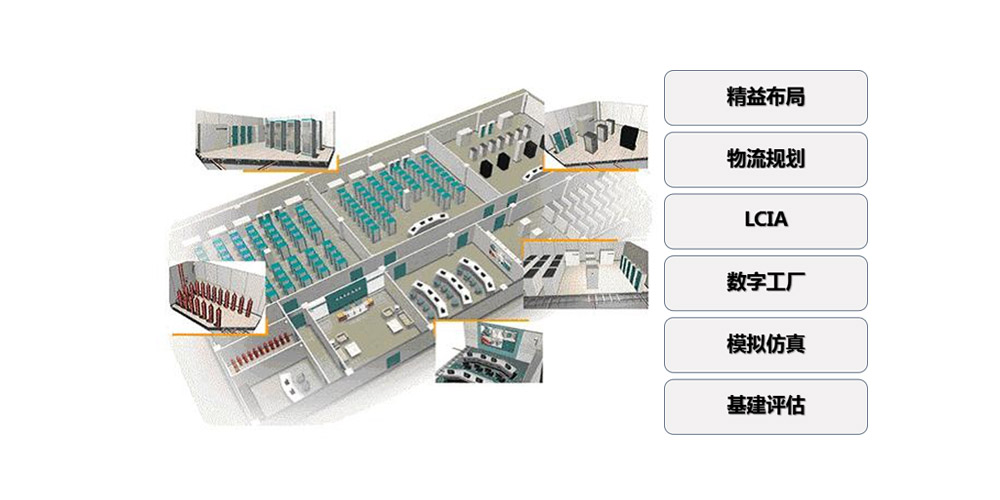
目前,精工智能教育凭借强大的精工智能品牌实力、独特的教研成果、成熟的市场运营手段,教育提供物流规划的相关介绍服务遍布、、、等地区,现已成为教育培训行业教学质量突出、发展速度快、遍及地区广、学子满意的知名教育机构。 延伸拓展 产品详情:线体规划前期了解讲义需知:1、 交流的目的: 规划的是什么线体。(常见生产线有侧围左右分拼线,前后地板分拼线,ROOF线,门盖线,地板线,主线,调整线) 2、 线体自动化程度:①规划的线体是全自动化还是部分自动化; ②如部分自动化要明确人工线体及自动化线体的分布。 3、 项目要求: 产能信息:生产节拍/JPH、每年工作天数,每天班数,每班工作时间, 设备利用率等。 生产方式:批量生产/随机生产 4、 产品信息: ①车型种类有多少; ②多车型是否共平台; ③各车型是否存在差异,差异点在什么地方;④各车型工艺的差异,下车身三大块(机舱、前地板和后地板)的搭接关系;后围板与侧围/后地板的搭接关系,顶盖与侧围的搭接关系。 ⑤是否有产品数模或带焊点的图片或包含焊接、涂胶、螺柱焊等信息的工艺流程图、工艺卡等工艺文件; ⑥如果产品是四门两盖等需包边的部件,包边的角度以及采用何种形式(水滴式、水平式),包边胎膜如何切换。5、 各线体之间的输送方式: 人工:采用双手搬,吊具(气动/电动); 自动:机器人抓手、往复杆、滚床+台车、自动小车; 6、 设备品牌(机器人、修模器、焊枪、焊机(弧焊机、点焊机、螺柱焊机)、焊接控制器、PLC、光删、清枪器、ATC、涂胶泵、螺母输送机和凸焊机等设备) 7、 工作范围(与客户如何分工):线体设备的采购范围(那些设备由客户采购)和水电气一次侧和二次侧的分工责任范围; 一次侧关注点:①、焊接母线、清洁母线位置即主动力柜到线体动力柜之间的距离; ②、线体附近插接箱以及插接箱到焊机的电缆是否在报价范围; ③、关心客户对动力电源及信号线的位置要求。